One popular test is ASTM 2848-13 “Standard Test Method for Reporting Photovoltaic Non-Concentrator System Performance”. The goal of this test is to compare the ratio of a modeled system vs the actual system performance, and the system should perform the same as the model, minus some uncertainty. By using a test like ASTM E2848 where the test criteria is well defined and controlled by a standards committee, it insures a consistency of methods and expectations for minimum quality.
Why is this important for owners and financiers?
Failed tests or delays in testing progress could impact liquidated damages (LDs), since this test occurs at the end of the development and build process.
How is the test conducted?
This test may seem straightforward in nature, but the calculations are actually very detailed, complex, and prone to errors.
Step 1 – Gather inputs
To avoid delays in conducting your test, be sure you prepare the proper items for a test. The following are the prerequisites for conducting this test:
- A valid PVSYST model.
- Experience in regression modeling and a working test sheet.
- A properly operating system, with functioning equipment and calibrated weather stations.
- A minimum of 5-7 days of system operation to gather data, this is also heavily dependent on weather conditions.
Step 2 – Export data
Take the inputs and prepare the data for analysis:
- Take the PVSYST model and extract annual raw data. The raw data should include Global Horizontal (GHI) irradiance, ambient temperature, wind speed, all correction factors relevant to calculate plane of array (POA) irradiance, and a time/date stamp for each set of data points.
- Export climate and performance data from your data acquisition system. This raw data should include the date / time stamp, production meter, temperature, wind speed, plane of array (POA) irradiance.
- Review the system’s mechanical and electrical drawings. This will help the user determine if there are any peculiar issues that would impact the modeling such as shading or severe inverter clipping.
Step 3 – Filter the data for quality
The most complicated aspect of the test is in the sorting of the data to exclude low quality or erroneous points. The data shall be filtered such that the minimum data requirements for site data are:
- 50 - 15-minute data points or 750 minutes of data.
- Exclude data below 400w/m2 and at least above 98% nameplate capacity of the inverter.
- Reporting condition POA should be sorted in a +/-20% range.
- There are technically no sorting requirements or limits for temperature or wind, but exclusions can be applied if they do not correlate with the performance.
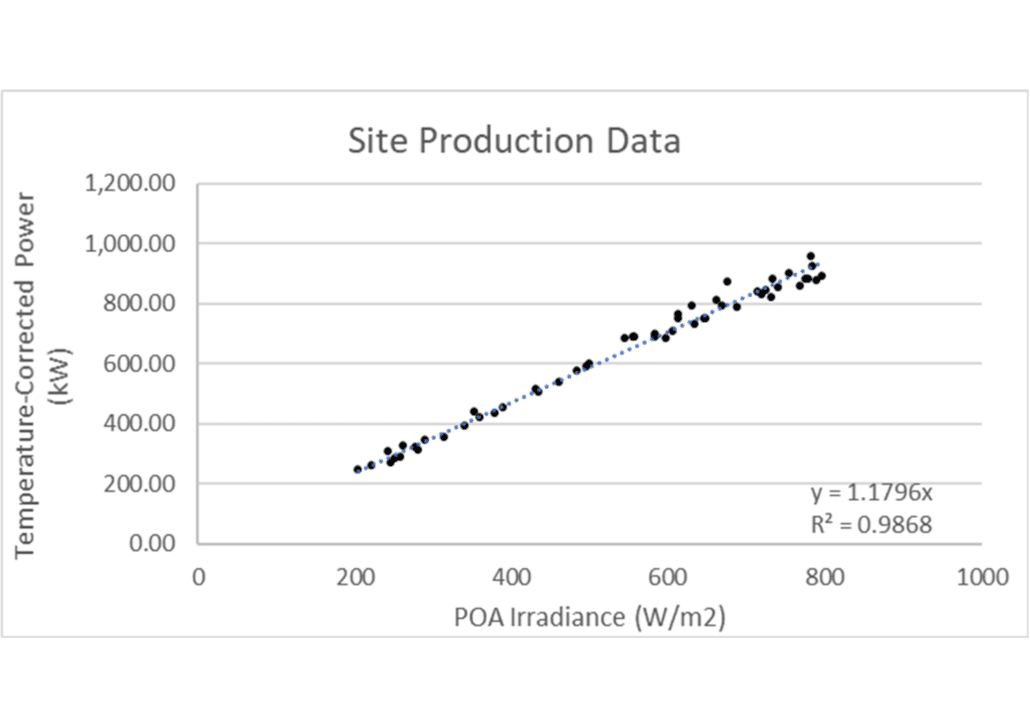
Step 4 – Run the regression
The regression model is run to find the power capacity and the standard error of the regression measurements. If the ratio of power measured / power modeled is greater than 95%, and all regression errors are less than 5%, you have a valid test with a passing result!
If you are not getting satisfactory results, the most common pitfalls are:
- Depending on system design and season, it may take a month or longer to gather the required 50 valid data points that meet the test quality requirements.
- The test requires raw data from a PVSYST model that can provide hourly requirements identified above. The summary pdf report from PVSYST is not enough for this.
- Not running a proper regression. Even though the ASTM standard spells out the methods, it doesn’t provide the tools to run the analysis. It is typical to have an improper setup in the calculations the first time this test is attempted.
- Poorly calibrated sensors. Since the test is only as good as the accuracy of your measurement, it is critical to have the sensors properly calibrated prior to gathering data.
Who conducts this complicated test?
Pure Power has an Owners Engineering department that specializes in the ASTM E2848 and other performance tests. As a third party, Pure Power is an impartial engineer that will run the analysis by the book.

.png)